最前面的
23.12.28 这段时间关于校准打印机的记录和想法。
温度校准
一般使用温度塔来校准温度。
cura
使用后期处理脚本切片。
然后观察打印模型,找到最佳打印温度。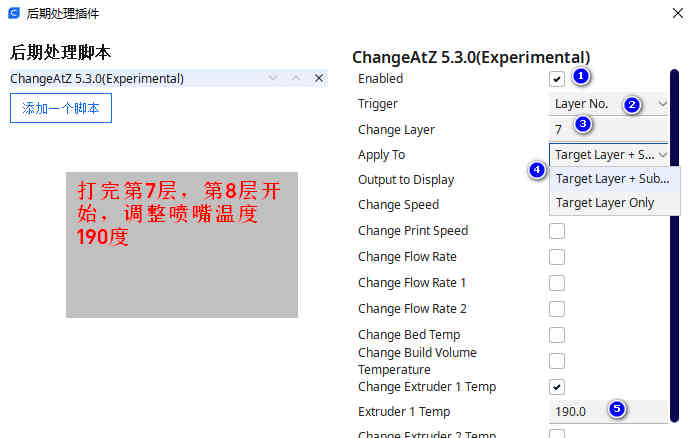
OrcaSlicer
- 设置好你的切片参数
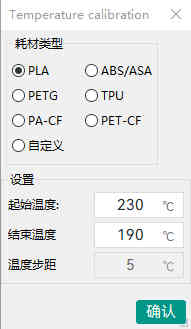
- 校准–温度
- 选择起始温度,结束温度
- 然后观察打印模型,找到最佳打印温度
PrusaSlicer
- 导入一个温度塔模型,切片。
- 设置打印温度为温度塔最底层温度
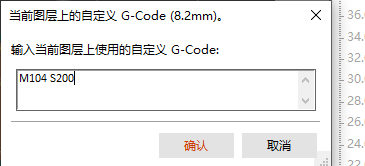
- 点击预览,移动到要切换温度的高度,右键自定义G代码

- 使用G代码改变温度
- 观察打印模型,找到最佳打印温度
流量校准
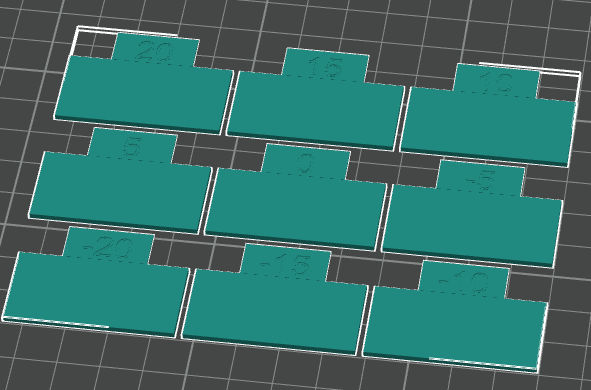
一般使用40 X 20 X 1.4 mm的小方块
cura
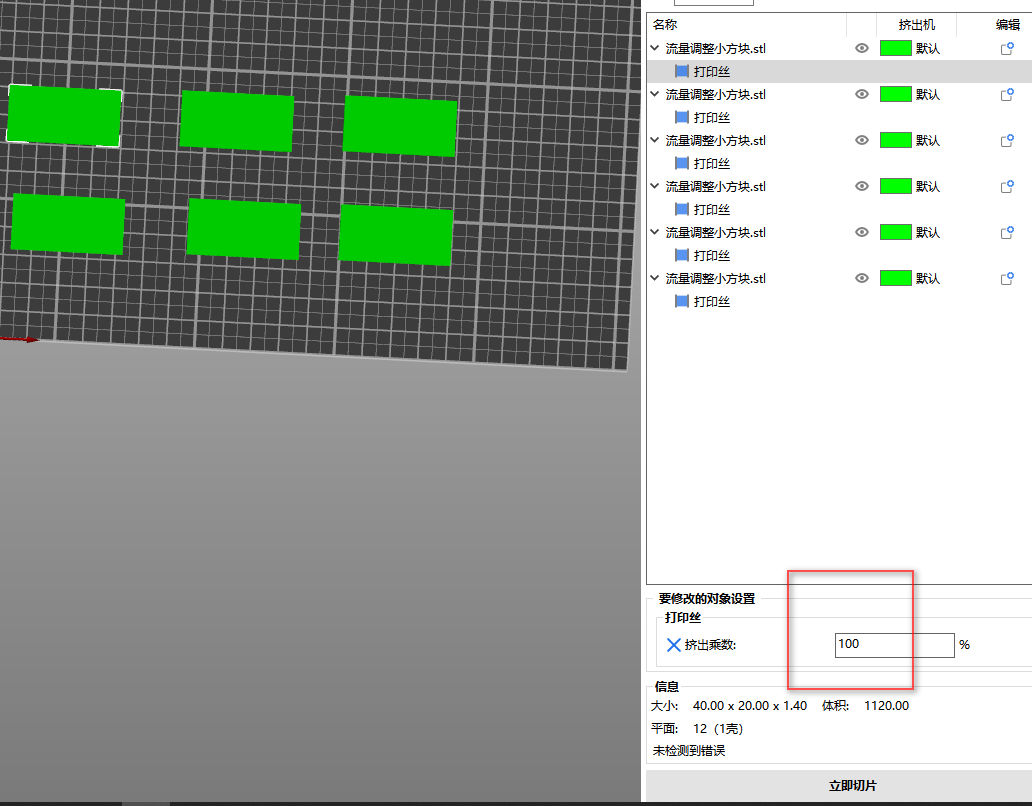
如图所示,使用单一模型设置为每个流量调整小方块设置不同的流量,然后上机打印,找到表面最光滑的小方块。
OrcaSlicer
- 点击校准流量粗调
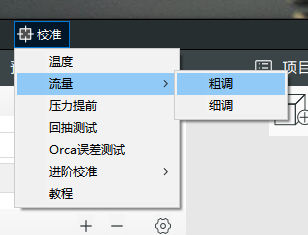
- 软件自动生成流量测试模型,上机打印。
- 确定哪个方块的顶部表面最光滑,并记住数字X
- 更新耗材丝–流量比例,,新的流量比例为 旧流量比例 x (100+X)/100
- 同样方法进行流量细调
PrusaSlicer
prusa目前更新的版本不支持单一模型设置,我们使用同样是基于Slic3r的superslicer来完成单一模型设置。
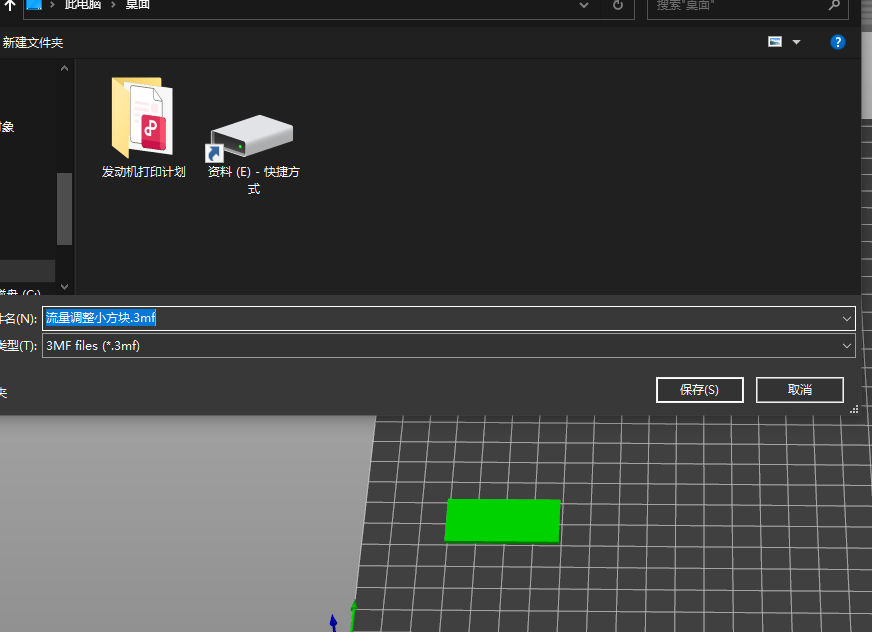
- 使用prusa,导入流量校准小方块,另存为3mf项目文件。
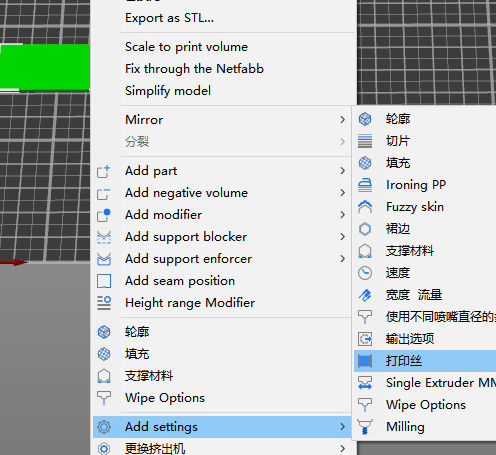
- 使用SuperSlicer,打开刚刚保存的3mf文件。
- 给流量校准小方块添加挤出乘数选项
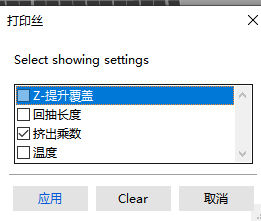
4. 修改每个小方块的挤出乘数
5. 上机打印,找到最表面最光滑的滑块,将对应的挤出乘数填到 耗材设置– 挤出乘数 里。
回抽校准
OrcaSlicer
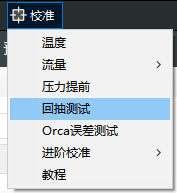
- 选择校准,回抽测试
- 打印自动生成的测试模型
- 找到表面无拉丝,效果最好的回抽值,填到打印机设置 – 挤出机 – 回抽
PrusaSlicer
- 保存一个3mf文件。
- 使用SuperSlicer的校准功能生成回抽塔。
压力提前值校准(PA)
OrcaSlicer
- 点击校准 – 压力提前校准
- 选择近程挤出机
- 线条法
- 线条法测试快速简单。但其准确性高度依赖于第一层质量
- 打印,选择最均匀线条的值,并在耗材丝设置–压力提前值 中更新PA值。
