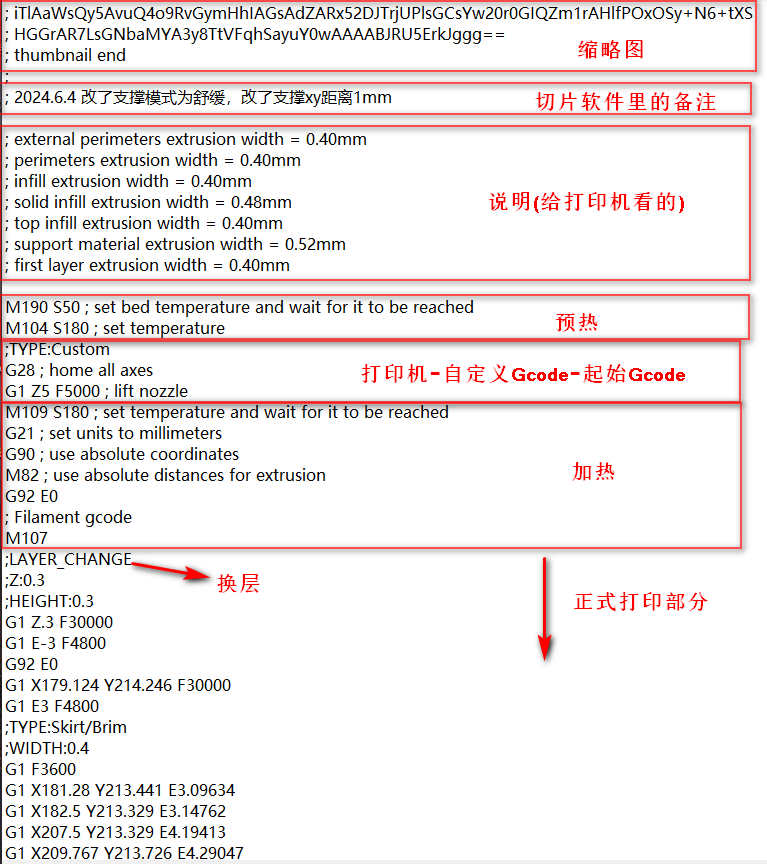
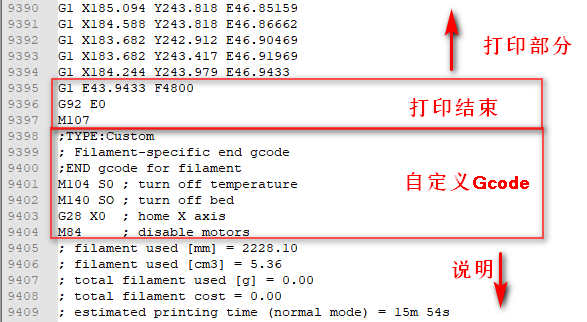
切片文件结构说明
开始
结束
G代码指令解释
G代码就是连续的指令行。
在3d打印的使用中主要有两种命令
通用命令:负责3d打印机中的运动类型,由G标识,控制3个轴运动和耗材的挤出。
辅助命令:包括喷嘴和热床的加热,风扇的控制。用字母M标识。
| G代码 | 注释 | 示例 |
|---|---|---|
| G0 | 快速移动指令,一般是空行程 | |
| G1 | 直线运动,涵盖所有挤压线性运动 | G1 X90 Y50 F3000 E1; 打印机以3000mm/min的进给速率,向(90,50)直线运动,同时挤出1mm的耗材。 |
| G2 | 画圆 | |
| G28 | 自动归位,移动打印头直到触发限位器停止下来 | G28 X Y; 归位XY轴 |
| G29 | 平台调平,执行由固件确定的自动平台调平 | |
| G90 | 绝对定位,默认设置 | G90 G0 X30; 移动到X=30的坐标 |
| G91 | 相对定位 | G91 G0 X20;沿着X轴移动+20mm |
| G92 | 设置当前坐标为原点 |
| M代码 | 注释 | 示例 |
|---|---|---|
| M82 | 用绝对定位解释挤出 | |
| M84 | 解除对电机的锁死 | |
| M104 | 设置喷头要达到并且保持的目标温度 | M104 S210;设置喷头目标温度为210度,加热的同时继续执行下一条指令。 |
| M106 | 打开风扇并设置其速度,速度参数必须在0-255(100%功率),可以设置索引值P控制单个风扇 | |
| M107 | 关闭指定风扇的电源 ,可以设置索引值P控制单个风扇 | |
| M109 | 设置喷头目标温度后并等待直到达到目标温度。 | M109 S210; |
| M140 | 设置平台要达到并且保持的目标温度 | M140 S50; |
| M190 | 设置平台的目标温度后并等待直到达到目标温度。 | M190 S50; |